在鋁合金壓力加工過程中, 一般是由原鋁錠重熔、配制合金、鑄造成鑄錠, 再經軋制、擠壓、鍛造等生產成鋁材在原鋁錠第一次投人到生產中產生的廢料循環使用, 直至完全變成成品的過程中, 有一部分鋁錠由于氧化、燒損而消耗掉了, 此損耗量與鋁錠投人量之比稱之為原鋁錠損耗率本文對此進行研究, 并推導出鋁錠損耗率的一般計算公式。
1.原銘錠損耗率的影響因素
影響鋁錠損耗率的主要因素有原鋁錠一次投料燒損, 廢料再次投人燒損及綜合成品率
1.1一次投料燒損率
一次投料燒損率主要受合金種類、爐型、爐內氣氛、熔煉溫度及時間等因素的影響較大如合金中含鎂、鏗則易氧化燒損熔煉爐熔池的形狀及加熱方式對燒損都有影響, 采用火焰爐的燒損率較大, 一般為1.5%~3.5%采用電阻反射爐的燒爐率為1.0%~1.5%采用低頻感應爐的燒損率為0.4%~0.6在比較落后的熔煉工廠中, 一般采用火焰爐熔化原鋁錠、粗調化學成分, 在電爐內精調化學成分, 在靜置爐內除氣, 總燒損率為熔體隨著熔煉溫度升高、保溫時間加長, 氧化燒損加大
1.2反復投料燒損率
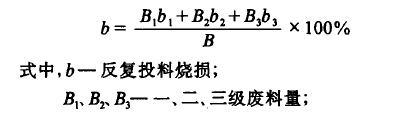
反復投料燒損率是指由熔鑄至成品的過程中,各工序產生的廢料在回爐熔化進一步加工至成品的一次加工過程中, 損耗掉的廢料量占廢料投人量的百分比它除了受一次投料燒損的影響因素制約外, 還主要受廢料的表面狀態影響一級廢料, 即大塊廢料燒損率為3.0%~4.5%二級廢料, 即打捆薄片廢料、薄壁型材頭尾等的燒損率為3.0%~10%三級廢料, 即碎屑的燒損率可達13%~30%對于某一合金品種而言, 廢品結構基本一定, 反復投料燒損率在一個很小的范圍內波動反復投料燒損率可通過下面公式計算:
擊下發生激烈的塑性變形, 伴隨著塑性變形過程晶體發生滑移, 導致亞晶粒內位錯密度的增加, 晶格畸變, 晶格間距發生變化噴砂后在表層將獲得較為細密的顯微組織。
在噴砂過程中,表層金屬經歷了易滑移階段和形變強化等階段在易滑移階段,對變形提供主要貢獻的是出現在晶體表面的位錯。在低于結晶溫度下, 位錯對潛在的變形能有重要影響在塑性滑移條件下單位體積內的機械變形功將等于系統在單位體積中形成單位位錯時熱力勢的增加現代形變強化理論認為位錯形成了平面塞積群,它由幾個受滑移面障礙阻滯的平面位錯組成,其結果是流變應力增大塞積群位錯的交互作用導致每一個位錯能加。這樣將使表面位錯的化學位能增加這種表面化學位和表面活化能的改變對其后的陽極氧化的影響主要體現在導致陽極氧化時兩極過電位和陽極表面活化能的改變在陽極氧化的阻擋層生成過程中,氧化電流服從下述公式

從上述公式可以看出表層組織的改變將會通過影響氧化電流而直接影響氧化膜層的性能隨著表面活化能和兩極過電位的增加, 其氧化電流減少, 結果在同樣的氧化時間內獲得的氧化膜致密層減薄, 耐蝕性降低。





